
Ướt hay khô: Câu trả lời trực tiếp cho việc mài giũa xi lanh xe máy
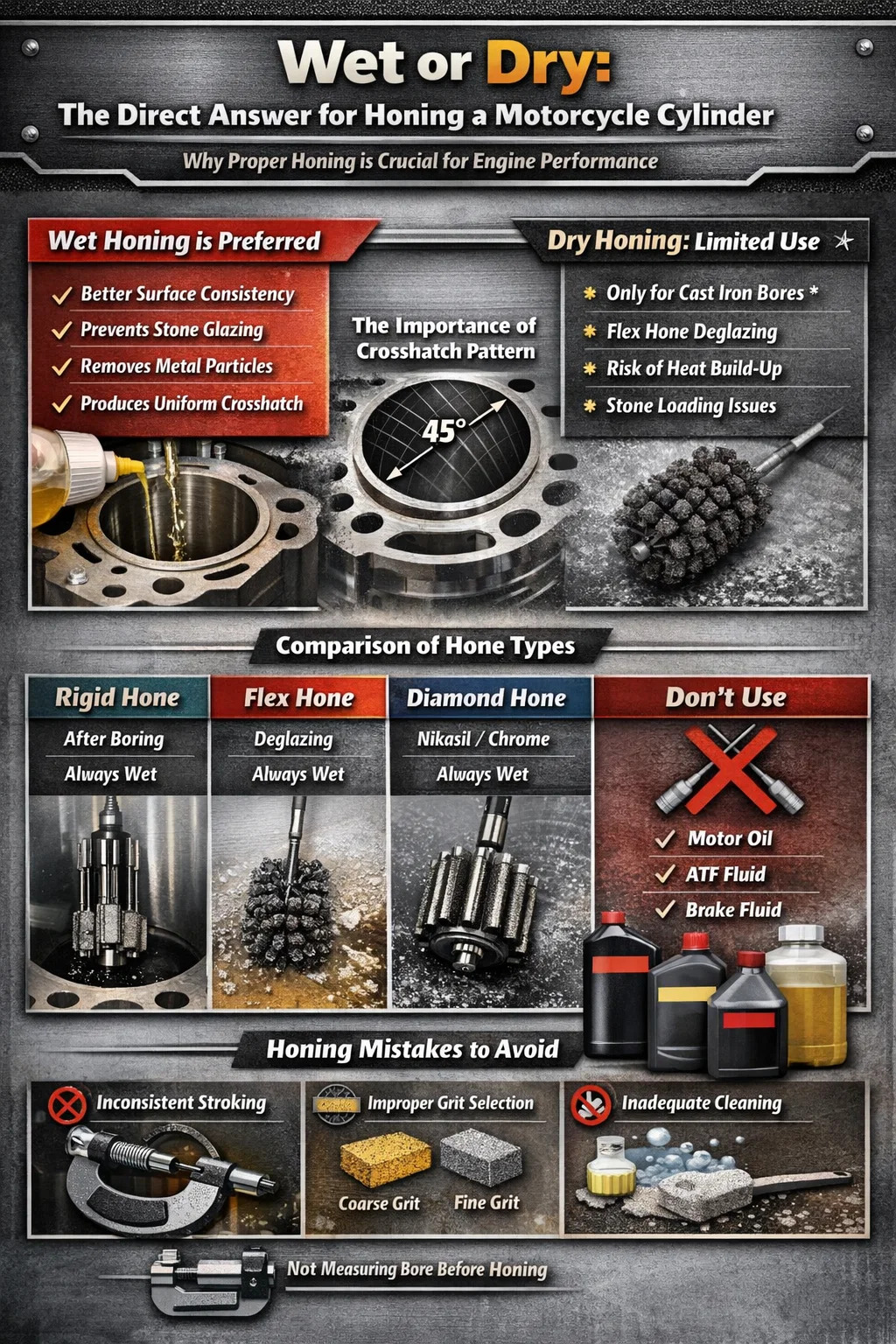
Khi mài giũa một xi lanh xe máy , mài ướt là phương pháp được khuyên dùng trong hầu hết các tình huống . Sử dụng dầu mài hoặc chất bôi trơn nhẹ gốc dầu mỏ trong quá trình này sẽ loại bỏ các hạt kim loại, giữ cho vết cắt trau chuốt sạch sẽ, tránh tạo bóng trên đá mài mòn và tạo ra hoa văn hình chữ thập nhất quán hơn trên tường lỗ khoan. Mài khô chỉ được sử dụng trong những trường hợp rất cụ thể - điển hình là với một số loại chổi mài linh hoạt nhất định trên các lỗ khoan bằng gang - và thậm chí sau đó, những người thợ máy có kinh nghiệm thường thích ít nhất một lớp dầu bôi trơn dạng phun sương nhẹ.
Câu trả lời này rất quan trọng vì nếu sai sẽ ảnh hưởng trực tiếp đến mức độ hoạt động của vòng đệm piston của bạn. Việc mài giũa xi-lanh xe máy không tốt sẽ dẫn đến tiêu hao dầu, khả năng nén kém, mòn vành sớm và động cơ không bao giờ hoạt động như bình thường. Cho dù bạn đang chế tạo lại một chiếc xe đạp đường mòn 250cc xi-lanh đơn hay một chiếc V-twin có nòng lớn, việc hiểu chi tiết về quá trình mài giũa là điều không thể thương lượng.
Việc mài giũa thực sự có tác dụng gì đối với xi lanh xe máy
Mài giũa là một quá trình gia công mài mòn nhằm tinh chỉnh bề mặt bên trong của lỗ xi lanh. Nó phục vụ hai mục đích chính: sửa chữa những khiếm khuyết hình học nhỏ do doa để lại và tạo ra một kết cấu bề mặt cụ thể - hoa văn hình chữ thập - giữ dầu động cơ và cho phép các vòng piston tiếp xúc đúng cách với thành lỗ khoan.
Khi một xi-lanh xe máy bị nhàm chán để tiếp nhận các pít-tông quá khổ, hoặc khi một xi-lanh đã qua sử dụng được tân trang lại, bề mặt lỗ khoan sẽ có bề mặt tương đối thô do thanh móc lỗ. Việc mài giũa sẽ tinh chỉnh bề mặt đó xuống mức độ nhám trung bình chính xác (Ra), thường được đo bằng microinch hoặc micromet. Hầu hết các nhà sản xuất xi lanh xe máy chỉ định giá trị lỗ khoan Ra hoàn thiện trong khoảng từ 15 đến 30 micro inch (khoảng 0,38 đến 0,76 micromet) đối với các lỗ khoan bằng gang hoặc mạ crôm thông thường, mặc dù lớp lót Nikasil và gốm composite có thông số kỹ thuật chặt chẽ hơn.
Góc chéo cũng quan trọng không kém. Đường chéo 45 độ - nghĩa là các vết trau chuốt giao nhau ở khoảng 45 độ ở mỗi bên - là tiêu chuẩn công nghiệp cho hầu hết các động cơ xe máy bốn thì. Góc này tạo ra các vi kênh phân phối dầu đều khắp lỗ khoan trong khi các vòng trượt lên xuống, bịt kín khí đốt đồng thời ngăn không cho dầu thừa đi vào buồng đốt.
Thuật ngữ về kết cấu bề mặt bạn cần biết
- Ra (Độ nhám trung bình): Độ lệch trung bình của bề mặt so với một đường phẳng hoàn hảo, được đo bằng microinch hoặc micromet. Đây là thông số kỹ thuật được trích dẫn phổ biến nhất.
- Rz (Độ sâu độ nhám trung bình): Giá trị trung bình của năm đỉnh cao nhất và năm đáy sâu nhất trên chiều dài đo được. Phù hợp hơn với hành vi ngồi vòng.
- Rk (Độ sâu độ nhám lõi): Được sử dụng trong các thông số kỹ thuật mài giũa cao nguyên - giá trị này ảnh hưởng đến khả năng giữ dầu mà không làm tăng độ mòn vòng găng.
- Góc chéo: Góc mà đá mài để lại dấu vết trên tường khoan. Quá nông sẽ làm chậm việc ngồi vòng; quá dốc gây tiêu hao dầu quá mức.
Tại sao mài giũa ướt lại tốt hơn mài giũa khô cho xi lanh xe máy
Tính chất hóa học và vật lý đằng sau việc mài giũa ướt giải thích tại sao việc bôi trơn lại tạo ra sự khác biệt đáng kể như vậy. Khi đá mài mòn cắt kim loại mà không cần bôi trơn, một số vấn đề sẽ nhanh chóng xảy ra.
Sự tích tụ nhiệt phá hủy tính nhất quán của bề mặt
Mài khô tạo ra nhiệt thông qua ma sát. Ngay cả ở tốc độ khoan vừa phải - thường là 300 đến 500 vòng / phút đối với lỗ xi lanh xe máy - việc mài khô có thể làm tăng nhiệt độ bề mặt lỗ khoan đủ để gây ra sự mài mòn không đều. Kim loại nở ra khi nóng lên, điều đó có nghĩa là đường kính lỗ khoan bạn đang đo giữa các hành trình không giống với đường kính lỗ khoan trở lại ở nhiệt độ phòng. Điều này đặc biệt có vấn đề trong các xi lanh bằng nhôm, có hệ số giãn nở nhiệt cao hơn (khoảng 23 × 10⁻⁶/°C) so với gang (khoảng 11 × 10⁻⁶/°C). Nhiệt độ tăng 50°F (28°C) trong lỗ nhôm có thể gây ra sự thay đổi kích thước từ 0,001 đến 0,002 inch - đủ để làm hỏng các thông số kỹ thuật chặt chẽ về khe hở giữa piston và tường.
Tải hạt kim loại làm tắc nghẽn quá trình trau dồi
Khi mài mòn lỗ xi lanh, các hạt kim loại nhỏ được giải phóng. Nếu không được bôi trơn để mang các hạt này đi, chúng sẽ dính vào đá mài mòn - một quá trình gọi là tải trọng. Một chiếc máy đã được mài giũa không còn cắt sạch nữa; thay vào đó, nó đánh bóng bề mặt, bôi kim loại lên lỗ khoan thay vì cắt nó. Điều này tạo ra một bề mặt trông mịn màng nhưng có đặc tính giữ dầu kém. Khi các vòng piston tiếp xúc với lỗ khoan đã được đánh bóng, chúng không thể lọt vào đúng cách vì không có các rãnh nhỏ để giữ dầu trong giai đoạn chạy thử có độ ma sát cao ban đầu.
Mài ướt tạo ra một đường chéo đồng đều hơn
Dầu mài giũa đóng vai trò vừa là chất làm mát vừa là chất lỏng cắt. Nó làm giảm ma sát giữa đá và lỗ khoan, cho phép chất mài mòn cắt ổn định trong suốt hành trình. Kết quả là góc chéo đồng đều hơn và giá trị Ra nhất quán hơn từ trên xuống dưới của lỗ khoan. Các nghiên cứu so sánh kết quả mài khô và mài ướt cho thấy nhất quán rằng các lỗ mài ướt đạt được dung sai Ra chặt chẽ hơn, với sự thay đổi từ ±2 đến ±3 microinch so với ±6 đến ±10 microinch đối với các lỗ mài khô trong cùng điều kiện.
Khi mài giũa khô được chấp nhận
Có những tình huống hạn chế trong đó việc mài giũa khô được sử dụng hoặc cho phép. Một dụng cụ mài flex (bóng mài hoặc "bàn chải chai") được sử dụng trên lỗ gang để khử men nhanh - không phải để loại bỏ vật liệu đáng kể - đôi khi có thể được sử dụng khô hoặc bôi trơn tối thiểu. Bản chất mềm hơn của gang và thiết kế linh hoạt, tự định tâm của bàn chải khiến nó trở nên dễ tha thứ hơn. Tuy nhiên, ngay cả trong trường hợp này, hầu hết các nhà chế tạo động cơ chuyên nghiệp đều sử dụng ít nhất một loại xịt nhẹ WD-40, dầu hỏa hoặc dầu mài chuyên dụng trước khi chạy máy uốn cong. bởi vì kết quả khi bôi trơn sẽ tốt hơn đáng kể so với khi không bôi trơn.
Các loại Hones được sử dụng trên xi lanh xe máy
Không phải tất cả các công cụ mài giũa đều giống nhau và loại công cụ mài giũa bạn sử dụng sẽ thay đổi cả kỹ thuật cũng như yêu cầu bôi trơn của bạn. Xi lanh xe máy có nhiều loại đường kính lỗ khoan — từ khoảng 38mm trên động cơ hai thì nhỏ đến hơn 100mm trên động cơ V-twin phân khối lớn — và dụng cụ mài giũa phải phù hợp với kích thước lỗ khoan và công việc hiện tại.
Đá mài cứng (Hone được nạp vào lò xo)
Đây là loại được sử dụng phổ biến nhất trong các xưởng sản xuất máy động cơ ô tô, xe máy. Một máy mài cứng bao gồm hai hoặc ba viên đá mài mòn được gắn trên các cánh tay có lò xo ép vào thành lỗ khoan dưới áp suất được kiểm soát. Đá có sẵn ở nhiều loại đá mài khác nhau - thường có kích thước từ 80 đến 400 grit. Hạt mài thô hơn (80–120) được sử dụng khi loại bỏ vật liệu sau khi doa, trong khi hạt mịn hơn (220–400) được sử dụng để hoàn thiện và tạo ra mẫu hình chữ thập cuối cùng.
Máy mài cứng yêu cầu máy khoan hoặc máy mài cứng để duy trì tốc độ RPM và tốc độ vuốt ổn định. Đối với xi lanh xe máy, hầu hết các kỹ thuật viên đều sử dụng máy khoan điện với tốc độ khoảng 300–450 vòng/phút kết hợp với tốc độ vuốt tạo ra các vết chéo 45 độ. Công thức rất đơn giản: tốc độ vuốt (inch trên phút) = RPM × chu vi lỗ khoan × tan(góc chéo/2) . Đối với lỗ khoan 90mm ở tốc độ 400 vòng/phút nhắm mục tiêu chéo 45 độ, tốc độ này đạt khoảng 45–55 hành trình mỗi phút.
Flex-Hone (Ball Hone hoặc Brush Hone)
Flex-hone là một trục linh hoạt với các quả bóng mài mòn được gắn vào các khoảng thời gian. Nó tự định tâm và đi theo lỗ khoan một cách tự nhiên, giúp những người thợ cơ khí DIY không có thiết bị mài giũa cứng nhắc dễ dàng sử dụng. Flex-hones vượt trội trong việc khử kính - loại bỏ bề mặt cứng, tráng men khỏi lỗ khoan hình trụ đã qua sử dụng - và có hiệu quả trong việc tạo ra lớp hoàn thiện được mài giũa bằng phẳng trên các lỗ khoan đã có kích thước thông số kỹ thuật.
Các loại hạt mài có sẵn dành cho máy uốn cong có phạm vi từ 60 đến 800. Đối với hầu hết các công việc tẩy xi-lanh xe máy, loại mài mềm 240-grit hoặc 320-grit là thích hợp. Flex-hones phải luôn được sử dụng ướt — nhà sản xuất Brush Research Manufacturing (nhà sản xuất thương hiệu Flex-Hone) nêu rõ trong tài liệu sản phẩm của họ rằng phải luôn bôi dầu mài hoặc WD-40 trong quá trình sử dụng.
Kim cương mài giũa
Dụng cụ mài giũa kim cương sử dụng chất mài mòn kim cương công nghiệp thay vì đá oxit nhôm hoặc cacbua silic thông thường. Chúng chủ yếu được sử dụng trên các lớp phủ có lỗ khoan cứng như Nikasil (niken-silicon cacbua), vật liệu tổng hợp gốm và lỗ khoan crom sẽ nhanh chóng phá hủy các loại đá mài mòn thông thường. Chất mài mòn kim cương hầu như chỉ được sử dụng ở dạng ướt và việc lựa chọn chất bôi trơn ở đây quan trọng hơn - dầu gốc dầu mỏ có thể phản ứng kém với một số chất kết dính mài giũa kim cương, vì vậy chất lỏng cắt tan trong nước thường được ưu tiên hơn.
So sánh các loại mài giũa cho xi lanh xe máy
| Loại trau dồi | Trường hợp sử dụng tốt nhất | Cần bôi trơn | Cấp độ kỹ năng | Loại bỏ vật liệu |
|---|---|---|---|---|
| Cứng nhắc (Tải bằng lò xo) | Sau khi nhàm chán, tái tạo lại toàn bộ bề mặt | Luôn ướt | Trung cấp–Cao cấp | Trung bình đến cao |
| Flex-Hone (Bóng trau dồi) | Khử kính, hoàn thiện cao nguyên | Luôn ướt | Sơ cấp-Trung cấp | Thấp |
| Kim cương trau dồi | Nikasil, crom, lớp phủ cứng | Luôn ướt (water-soluble preferred) | Nâng cao | Thấp to Moderate |
| Cao nguyên trau dồi (CBN) | Hiệu suất hoàn thiện, động cơ đua | Luôn ướt | Nâng cao | Rất thấp (chỉ hoàn thiện) |
Chọn loại dầu bôi trơn mài giũa phù hợp cho công việc xi lanh xe máy
Không phải mọi chất bôi trơn đều có tác dụng mài giũa tốt như nhau. Loại dầu không phù hợp có thể làm nhiễm bẩn lỗ khoan, làm đá mài mòn nhanh hơn hoặc cản trở hoạt động cắt. Đây là bảng phân tích thực tế về những gì hiệu quả và những gì cần tránh.
Dầu mài chuyên dụng
Các sản phẩm như Sunnen Honing Oil, Goodson Honing Oil và các sản phẩm có công thức mục đích tương tự là tiêu chuẩn vàng. Những loại dầu này được thiết kế đặc biệt để cung cấp độ nhớt, đặc tính chất lỏng cắt và độ bôi trơn phù hợp cho gia công mài mòn. Chúng đẩy các hạt kim loại ra khỏi khu vực cắt, giảm tải đá và không để lại chất gây ô nhiễm cản trở các bước lắp ráp động cơ tiếp theo. Nếu bạn đang thực hiện bất kỳ công việc nghiêm túc nào về xi-lanh xe máy - dù là trên xe hai thì 125cc hay 1200cc - dầu mài chuyên dụng là lựa chọn chính xác.
Dầu hỏa hoặc rượu khoáng
Dầu hỏa (dầu parafin) là loại dầu thay thế được sử dụng phổ biến nhất cho dầu mài chuyên dụng và nó hoạt động khá tốt. Độ nhớt thấp của nó cho phép nó thâm nhập vào vùng cắt và mang đi các hạt kim loại một cách hiệu quả. Nhiều thợ máy chuyên nghiệp đã sử dụng dầu hỏa trong nhiều thập kỷ với kết quả luôn tốt. Tinh thần khoáng sản thực hiện tương tự. Cả hai đều không hiệu quả bằng dầu mài mòn chuyên dụng, nhưng đối với một thợ cơ khí tự mài giũa một xi-lanh xe máy vài năm một lần, sự khác biệt về chất lượng lỗ khoan cuối cùng là không đáng kể.
WD-40
WD-40 được sử dụng rộng rãi làm chất bôi trơn mài giũa cho các ứng dụng uốn cong (bóng trau dồi). Nó nhẹ, thẩm thấu tốt và luôn sẵn có. Đó là một lựa chọn có thể chấp nhận được cho công việc khử kính. Tuy nhiên, WD-40 không phải là chất lỏng cắt gọt - nó chủ yếu là chất bôi trơn thay thế nước và chất ức chế ăn mòn nhẹ. Để loại bỏ vật liệu nặng hơn bằng máy mài cứng, nó không cung cấp đủ chất bôi trơn để tránh tải đá và màng nhẹ của nó có thể không làm mát đủ vùng cắt.
Những gì không nên sử dụng
- Dầu động cơ: Quá nhớt và để lại cặn làm nhiễm bẩn bề mặt lỗ khoan, có khả năng gây trở ngại cho việc lắp vòng.
- Chất lỏng truyền động (ATF): Chứa chất điều chỉnh ma sát và các chất phụ gia có thể làm tắc đá mài và để lại chất gây ô nhiễm trên bề mặt.
- Dầu phanh: Hút ẩm và tích cực về mặt hóa học - nó sẽ làm hỏng các bộ phận cao su gần đó và có thể ăn mòn nhôm nếu không được loại bỏ hoàn toàn.
- Riêng nước: Gây ra hiện tượng rỉ sét trên các lỗ gang gần như ngay lập tức sau khi mài giũa, làm hỏng bề mặt mới được chuẩn bị.
- Dầu cắt gọt (được lưu huỳnh hóa sẫm màu): Các hợp chất lưu huỳnh trong dầu cắt tối màu có thể phản ứng với các hợp kim đồng được sử dụng trong một số ổ trục động cơ và để lại vết ố trên các lỗ nhôm.
Cách mài giũa xi lanh xe máy: Quy trình từng bước
Việc mài xi lanh xe máy một cách chính xác đòi hỏi sự chú ý đến từng chi tiết, dụng cụ phù hợp và sự kiên nhẫn. Quá trình này giả định rằng bạn đang thực hiện công việc tẩy kính hoặc tái tạo bề mặt nhẹ trên lỗ xi lanh bằng nhôm hoặc gang nằm trong thông số kỹ thuật về kích thước — không phải là khoan lại toàn bộ, đòi hỏi phải có thiết bị của xưởng máy.
Công cụ và vật liệu cần thiết
- Flex-hone (bóng trau dồi) theo đường kính chính xác - thường lớn hơn 1–2mm so với đường kính lỗ khoan để có độ căng lò xo thích hợp
- Máy khoan điện có tốc độ thay đổi có khả năng duy trì 300–500 vòng/phút
- Dầu mài, dầu hỏa hoặc WD-40
- Giẻ lau sạch không có xơ vải
- Nước xà phòng nóng và bàn chải khoan để làm sạch sau khi mài
- Micromet lỗ khoan hoặc máy đo lỗ quay số
- Kính lúp hoặc kính ngắm (tùy chọn nhưng được khuyến nghị)
- Làm sạch dầu lắp ráp (để bảo vệ lỗ khoan sau khi mài giũa)
Bước 1: Đo lỗ khoan trước khi mài giũa
Trước khi chạm mũi mài vào hình trụ, đo đường kính lỗ khoan tại nhiều vị trí - ít nhất ba độ sâu (gần đỉnh, giữa và đáy của vùng di chuyển vòng) và tại hai trục vuông góc ở mỗi độ sâu. Điều này xác định bất kỳ tình trạng côn hoặc không tròn nào. Nếu lỗ khoan có hình tròn hoặc hình côn lớn hơn 0,002 inch (0,05 mm), thì việc khử men bằng máy uốn cong là không đủ - trước tiên, xi lanh cần được khoét.
Bước 2: Cố định xi lanh
Gắn xi lanh một cách chắc chắn vào một kẹp bằng ngàm mềm hoặc kẹp nó vào bề mặt làm việc. Xi lanh không được di chuyển trong quá trình mài giũa - bất kỳ sự lắc lư hoặc dịch chuyển nào cũng làm thay đổi đường đi của mài giũa và tạo ra hình dạng lỗ khoan không đồng đều. Đối với động cơ xe máy một xi-lanh nhỏ, toàn bộ bình xi-lanh thường có thể được đặt trực tiếp vào một tấm đệm lót. Đối với động cơ nhiều xi-lanh lớn hơn, có thể cần phải lắp từng xi-lanh riêng lẻ vào một tấm cố định.
Bước 3: Thoa dầu mài giũa một cách tự do
Bôi một lớp dầu mài dày lên cả phần uốn cong và thành lỗ khoan. Đừng keo kiệt - bạn muốn lỗ khoan đủ ẩm để có thể nhìn thấy lớp dầu bóng trên bề mặt. Giữ thêm dầu ở gần để bạn có thể bôi nhiều hơn trong quá trình mài giũa. Chạy máy mài khô dù chỉ một vài nét có thể tạo tải cho các viên bi mài mòn và làm giảm vĩnh viễn hiệu quả cắt của máy mài.
Bước 4: Đặt tốc độ khoan và bắt đầu vuốt
Chèn dụng cụ uốn cong vào lỗ khoan và đặt máy khoan ở tốc độ khoảng 300–450 vòng/phút. Bắt đầu vuốt ve lên xuống qua lỗ khoan với tốc độ sẽ tạo ra các vết chéo có thể nhìn thấy được. Một hướng dẫn thường được trích dẫn là sử dụng tốc độ vuốt làm cho mũi mài di chuyển hết chiều dài của lỗ khoan (cộng với khoảng 1/4 chiều dài mũi mài qua mỗi đầu) theo một chuyển động mượt mà cứ sau 1 đến 1,5 giây.
Đối với một xi lanh xe máy có đường kính 100mm điển hình có vùng di chuyển vòng 90mm, mài giũa tích cực 30–60 giây thường là đủ để làm bong bề mặt và tạo ra một đường chéo mới. Đừng mài giũa quá mức - việc mài giũa quá mức sẽ loại bỏ quá nhiều vật liệu và tạo ra những khoảng trống vượt quá đặc điểm kỹ thuật.
Bước 5: Dừng, rút tiền và kiểm tra
Sau 30 giây mài giũa, hãy dừng mũi khoan khi mũi mài vẫn còn trong lỗ khoan (không bao giờ tháo mũi mài đang quay - các viên bi có thể mắc vào mép lỗ khoan và làm hỏng nó), sau đó rút mũi mài đã dừng lại. Lau sạch lỗ khoan bằng giẻ không có xơ và kiểm tra bề mặt dưới ánh sáng tốt. Bạn sẽ thấy một mẫu gạch chéo đồng nhất bao phủ toàn bộ chiều dài lỗ khoan mà không còn lại vùng tráng men sáng bóng. Nếu vẫn còn vết tráng men, hãy bôi dầu mới và tiếp tục mài giũa.
Bước 6: Làm sạch lỗ khoan thật kỹ
Bước này là lúc nhiều nhà chế tạo động cơ DIY mắc phải sai lầm tốn kém nhất. Việc mài giũa để lại các hạt mài mòn và mảnh vụn kim loại trong các rãnh vi mô của bề mặt lỗ khoan. Nếu mảnh vụn này không được loại bỏ hoàn toàn, nó sẽ hoạt động giống như hợp chất mài mòn bám vào các vòng piston và thành lỗ khoan trong những giờ đầu tiên vận hành động cơ. , gây ra sự mài mòn nhanh chóng và làm hỏng vĩnh viễn lỗ khoan và các xéc măng.
Phương pháp làm sạch đúng là dùng nước xà phòng nóng bằng bàn chải khoan, không dùng dung môi. Các dung môi như chất tẩy rửa phanh hoặc rượu khoáng có khả năng hòa tan dầu tốt nhưng không đánh bật được các hạt mài mòn khỏi các rãnh siêu nhỏ trên bề mặt lỗ khoan. Nước nóng với xà phòng rửa chén (khuyến nghị kinh điển của nhà chế tạo động cơ John Erb và sau đó được phổ biến bởi nhà chế tạo động cơ John Callies) tạo ra tác động chà rửa giúp nâng lên và mang đi các hạt mài mòn. Chà mạnh lỗ khoan, rửa kỹ bằng nước nóng sạch, sau đó lau khô ngay và bôi một lớp dầu lắp ráp sạch để tránh rỉ sét (đặc biệt quan trọng đối với gang).
Bước 7: Đo lường cuối cùng
Sau khi làm sạch và trước khi lắp ráp, hãy đo lại lỗ khoan để xác minh rằng nó vẫn đáp ứng thông số kỹ thuật. Quá trình khử men nhẹ bằng phương pháp uốn cong thường loại bỏ vật liệu có kích thước dưới 0,0005 inch (0,013mm) - không đáng kể về mặt thay đổi kích thước. Nếu phép đo của bạn cho thấy lượng loại bỏ nhiều hơn dự kiến, hãy kiểm tra lại kỹ thuật của bạn và trau dồi lựa chọn độ nhám.
Vật liệu xi lanh xe máy và cách chúng ảnh hưởng đến phương pháp mài giũa
Vật liệu lót xi lanh về cơ bản thay đổi cách bạn tiếp cận việc mài giũa. Các vật liệu khác nhau đòi hỏi chất mài mòn khác nhau, độ nhám khác nhau, chất bôi trơn khác nhau và độ hoàn thiện bề mặt mục tiêu khác nhau.
lót gang
Các ống lót xi lanh bằng gang đúc truyền thống - được tìm thấy trong nhiều loại xe bốn thì cũ của Nhật Bản, xe máy của Anh và xe máy chữ V của Mỹ - là những thứ dễ trau dồi nhất. Gang chứa than chì tự do trong cấu trúc vi mô của nó, hoạt động như một chất bôi trơn tích hợp. Nó mài giũa tốt với đá oxit nhôm và dễ dàng phản ứng với các vật liệu uốn cong. Giá trị Ra mục tiêu cho lỗ khoan xe máy bằng gang thường là 20–35 micro inch với các vòng thông thường hoặc 15–25 micro inch đối với các vòng có mặt moly. Gang bị rỉ sét nhanh chóng - bôi dầu vào lỗ khoan trong vòng vài phút sau khi hoàn thành việc làm sạch.
Xi lanh nhôm (Không có lớp lót)
Một số xi lanh xe máy - đặc biệt là ở động cơ hai thì nhỏ và một số động cơ bốn thì hiện đại - là các lỗ nhôm trần không có lớp lót riêng biệt. Những thứ này đòi hỏi phải mài giũa cacbua silic hoặc oxit nhôm và chú ý cẩn thận đến sự tích tụ nhiệt. Vật liệu nhôm mềm hơn sẽ loại bỏ nhanh hơn sắt và cấu trúc tinh thể lỏng lẻo hơn có nghĩa là bạn có thể vô tình mở ra các khoảng trống nhanh chóng nếu bạn sử dụng đá mài hoặc mài giũa quá mạnh trong thời gian dài. Ở đây, mài ướt thậm chí còn quan trọng hơn - sự chênh lệch giãn nở nhiệt giữa nhôm và thân thép được mài giũa có nghĩa là mài khô tạo ra nhiều biến đổi kích thước ở nhôm hơn so với sắt.
Lỗ khoan Nikasil và gốm composite
Nikasil (niken-silicon cacbua) là lớp phủ cứng mạ điện được sử dụng trong lỗ khoan của nhiều động cơ xe máy hiện đại và hiệu suất cao - bao gồm BMW Boxers, động cơ dựa trên Rotax và nhiều xe thể thao Nhật Bản. Các lớp phủ composite bằng gốm như SCEM (Vật liệu điện hóa tổng hợp Suzuki) và NSS (Kawasaki) hoạt động tương tự. Những lớp phủ này cực kỳ cứng - thường là 800–1000 trên thang độ cứng Vickers - và không thể mài giũa bằng chất mài mòn nhôm oxit hoặc cacbua silic thông thường . Chỉ có chất mài mòn kim cương hoặc CBN (boron nitrit khối) mới có thể cắt các bề mặt này một cách hiệu quả.
Mài giũa lỗ khoan Nikasil là công việc chuyên môn. Ra mục tiêu chặt hơn gang - thường là 10–20 micro inch - và chất mài kim cương phải được sử dụng ướt với chất lỏng cắt hòa tan trong nước. Quan trọng hơn, các lỗ khoan Nikasil đã bị hư hỏng do nhiên liệu nhiễm ethanol (etanol khiến Nikasil hòa tan dần dần theo thời gian) không thể cứu được bằng cách mài giũa - xi lanh phải được thay thế hoặc thay thế. Đây là một vấn đề nghiêm trọng ở những thị trường phổ biến hỗn hợp ethanol E10 hoặc cao hơn, đặc biệt ảnh hưởng đến các mẫu xe máy BMW R-series cũ từ giữa những năm 1990.
Lỗ lót Chrome
Mạ crom cứng thường được sử dụng trong xi lanh xe máy hai thì - và vẫn được sử dụng trong một số ứng dụng hai thì hiệu suất cao và xe đua - vì độ cứng của crom và hệ số ma sát thấp là lý tưởng cho môi trường lỗ khoan tiếp xúc với cổng của động cơ hai thì. Các lỗ khoan Chrome yêu cầu chất mài mòn kim cương để mài giũa và các thông số kỹ thuật hoàn thiện bề mặt rất chặt chẽ. Giống như Nikasil, công việc mạ crôm thường được gửi đến chuyên gia.
Sự khác biệt giữa xi lanh xe máy hai thì và bốn thì
Sự khác biệt cơ bản giữa thiết kế động cơ hai thì và bốn thì tạo ra các yêu cầu mài giũa khác nhau thường gây nhầm lẫn cho những người thợ làm việc trên cả hai loại.
Xi lanh hai thì
Trong động cơ xe máy hai thì, các cổng piston mở và đóng đường nạp và đường xả bằng cách di chuyển qua chúng trong lỗ khoan. Điều này có nghĩa là bề mặt lỗ khoan bị gián đoạn bởi các lỗ mở cổng - người mài giũa phải vượt qua các lỗ này trong mỗi hành trình. Các cạnh của các cổng này có thể làm vướng đá mài và gây ra vết cắt không đều hoặc làm hỏng thiết bị mài.
Xi lanh hai thì thường sử dụng lỗ khoan bằng crom hoặc Nikasil thay vì gang, vì các cổng sẽ tạo ra bộ tăng ứng suất trong vật liệu lót mềm hơn. Việc mài giũa xi lanh hai thì có lỗ mở cổng yêu cầu các hành trình ngắn, có kiểm soát và chú ý cẩn thận đến các điểm vào và ra của máy mài. Nhiều kỹ thuật viên sử dụng công cụ vát cạnh để mài nhẹ các cạnh cổng trước khi mài giũa để giảm nguy cơ mắc phải đá mài.
Cấu hình vòng piston cũng khác nhau: Piston hai thì thường sử dụng một vòng dày (đôi khi là hai) với một chốt định vị để ngăn vòng quay và mắc vào cổng. Giao diện từ vòng đến lỗ trong loại hai thì khác với bốn thì và góc chéo yêu cầu có thể khác - một số chuyên gia về hai thì thích góc chéo nông hơn 30–35 độ thay vì tiêu chuẩn 45 độ cho bốn nét.
Xi lanh bốn thì
Xi lanh xe máy bốn thì thông thường hơn - bề mặt lỗ khoan không bị gián đoạn từ trên xuống dưới, với các van được vận hành bằng đầu chứ không phải các cổng trong lỗ khoan. Điều này làm cho xi lanh bốn thì dễ mài giũa hơn và có thể sử dụng các loại mài cứng và uốn cong thông thường mà không cần lo lắng về các cạnh của cổng.
Cấu hình vòng bốn thì - thường là vòng nén trên, vòng nén thứ hai và vòng kiểm soát dầu - yêu cầu bề mặt lỗ khoan hỗ trợ giữ dầu cho vòng dầu trong khi vẫn duy trì độ kín cho các vòng nén. Đường chéo 45 độ được tối ưu hóa cho cấu hình nhiều vòng này. Lò xo giãn nở của vòng dầu giữ các thanh ray đôi chống lại lỗ khoan với một lực đáng kể và đường chéo cung cấp đủ kết cấu để giữ dầu mà không bị gồ ghề đến mức các đường ray vòng dầu không thể phù hợp.
Những lỗi mài giũa phổ biến làm hỏng lỗ xi lanh xe máy
Ngay cả những thợ cơ khí có kinh nghiệm cũng mắc phải những sai lầm có thể tránh được khi mài xi lanh xe máy. Đây là những lỗi thường xuất hiện nhất như các vấn đề về vòng đệm, tiêu hao dầu hoặc mài mòn sớm sau khi xây dựng lại.
Sử dụng Grit sai
Việc mài giũa hạt thô (80 hoặc 120 grit) được sử dụng làm lớp hoàn thiện cuối cùng để lại lỗ khoan quá thô. Quá trình ngồi vòng sẽ mất nhiều thời gian hơn và trong một số trường hợp, các đỉnh của bề mặt gồ ghề thực sự gấp lại và tạo ra các hạt mài mòn nhúng vào thành lỗ khoan. Ngược lại, mài giũa hạt mịn được sử dụng trên lỗ khoan cần cắt mạnh hơn chỉ lãng phí thời gian và tải nhanh. Hãy kết hợp độ nhám với công việc: hạt thô để loại bỏ vật liệu sau khi móc lỗ, hạt mịn (240–320) để khử men lần cuối và tạo đường nét chéo trên lỗ khoan đã có trong thông số kỹ thuật.
Tốc độ vuốt ve không nhất quán
Việc thay đổi tốc độ vuốt trong quá trình mài giũa sẽ làm thay đổi góc chéo. Nếu bạn đi nhanh hơn ở phía trên và chậm hơn ở phía dưới, bạn sẽ tạo ra một lỗ khoan có các góc chéo không nhất quán từ trên xuống dưới - chặt hơn ở phía trên khi bạn giảm tốc độ, nông hơn ở phía dưới khi bạn tăng tốc. Điều này tạo ra sự phân bố màng dầu không nhất quán và chỗ ngồi vòng không đồng đều. Thực hành nhịp điệu vuốt ve nhất quán trước khi áp dụng kỹ thuật trau dồi vào lỗ khoan.
Không kéo dài quá trình trau dồi qua lỗ khoan kết thúc
Nếu quá trình trau chuốt không bao giờ vượt qua các cạnh trên và dưới của lỗ khoan trong một hành trình, thì những khu vực đó sẽ nhận được ít tác động mài mòn hơn so với phần giữa của lỗ khoan. Kết quả là lỗ khoan ở trên và dưới (nơi xảy ra hiện tượng đảo ngược vòng) chặt hơn ở giữa - hoàn toàn ngược lại với những gì bạn muốn. Cho phép mũi mài kéo dài khoảng một phần tư chiều dài của nó qua mỗi đầu của lỗ khoan trong mỗi hành trình.
Vệ sinh sau mài giũa không đầy đủ
Như đã thảo luận ở bước làm sạch ở trên, việc sử dụng dung môi thay vì nước xà phòng nóng sẽ để lại các hạt mài mòn trong lỗ khoan. Hậu quả rất nghiêm trọng. Trong một nghiên cứu điển hình về chế tạo động cơ được ghi chép đầy đủ, một động cơ được chế tạo lại với các lỗ khoan được làm sạch bằng dung môi (nhưng không được làm sạch bằng nước) cho thấy số đo độ mòn của vòng piston là 0,003 inch sau 500 dặm - một lượng thông thường sẽ mất 50.000 dặm nếu lỗ khoan được làm sạch đúng cách. Hạt sạn bám vào hoạt động như một hợp chất mài mòn và theo thời gian, vòng đệm có thể bị mòn, bản thân lỗ khoan thường bị hỏng vượt quá giới hạn quá khổ tiếp theo.
Mài giũa một lỗ khoan đã quá khổ
Các thợ cơ khí đôi khi cố gắng mài giũa một lỗ khoan đã đạt đến giới hạn quá khổ tối đa, với hy vọng loại bỏ một số vết ghi hoặc vết mòn. Nếu việc mài giũa khiến lỗ khoan vượt quá thông số kỹ thuật quá khổ tối đa thì sẽ không có pít-tông ngoại cỡ nào để lắp nó phù hợp. Luôn đo trước khi mài và xác nhận rằng còn đủ vật liệu cho bước quá khổ tiếp theo trước khi loại bỏ bất kỳ kim loại nào.
Sử dụng Flex-Hone khi cần thiết
Máy uốn cong không thể sửa các lỗ không tròn hoặc côn - nó phù hợp với hình dạng hiện có của lỗ và mài mòn tất cả các bề mặt một cách đồng đều, vì vậy nếu lỗ có hình bầu dục thì nó vẫn là hình bầu dục. Các điều kiện ngoài vòng lớn hơn 0,002 inch (0,05 mm) hoặc độ côn lớn hơn 0,002 inch cần phải doa chứ không phải mài giũa. Việc sử dụng dụng cụ uốn cong trên lỗ khoan cần khoan sẽ mang lại cho bạn lỗ khoan có các vết chéo mới nhưng hình dạng vẫn kém — và các vòng không bao giờ có thể bịt kín đúng cách.
Khoảng hở giữa pít-tông và tường và tại sao việc mài giũa lại quan trọng
Cuối cùng, việc mài giũa nhằm mục đích đạt được khoảng hở chính xác giữa piston và thành. Đây là khe hở giữa váy pít-tông và thành lỗ, được đo tại mặt đẩy của pít-tông (vuông góc với trục chốt cổ tay) ở dưới cùng của váy.
Thông số kỹ thuật điển hình về khe hở giữa piston và tường của động cơ xe máy thay đổi đáng kể tùy theo ứng dụng:
| Loại động cơ | Phạm vi giải phóng mặt bằng điển hình | Ghi chú |
|---|---|---|
| Đường phố bốn thì, lỗ khoan bằng gang | 0,001–0,002 inch (0,025–0,05 mm) | Phạm vi thông số OEM tiêu chuẩn |
| Đường phố bốn thì, lỗ khoan bằng nhôm | 0,002–0,003 inch (0,05–0,076 mm) | Sự giãn nở nhiệt cao hơn đòi hỏi nhiều khoảng trống hơn |
| Hiệu suất/cuộc đua bốn thì | 0,003–0,005 inch (0,076–0,127 mm) | Nhiệt độ hoạt động cao hơn, piston rèn nở ra nhiều hơn |
| Hai thì, lỗ khoan mạ crôm | 0,002–0,004 inch (0,05–0,10 mm) | Thay đổi nhiều theo độ dịch chuyển |
Khe hở quá chặt sẽ gây ra hiện tượng trầy xước pít-tông khi động cơ đạt đến nhiệt độ vận hành và pít-tông nở ra để thu hẹp khe hở còn lại. Khe hở quá lớn sẽ tạo ra đá piston, làm tăng khả năng nổ của xéc măng, tạo ra tiếng ồn cơ học ("tiếng va đập của piston") và thường dẫn đến mài mòn lỗ khoan và piston nhanh chóng. Quá trình mài giũa phải được kiểm soát đủ chính xác để đường kính lỗ khoan cuối cùng nằm trong khoảng 0,0005 inch (0,013mm) so với kích thước mục tiêu - dung sai đòi hỏi phải đo cẩn thận và loại bỏ vật liệu bị hạn chế.
Khi nào nên trau dồi so với khi nào nên gửi xi lanh xe máy đến cửa hàng máy móc
Không phải mọi tình huống xi lanh đều yêu cầu phản ứng giống nhau. Hiểu được giới hạn của những gì bạn có thể làm ở nhà so với những gì đòi hỏi phải gia công chuyên nghiệp sẽ ngăn ngừa những sai lầm tốn kém.
Tự mài giũa là thích hợp khi:
- Lỗ khoan nằm trong thông số kỹ thuật về kích thước (trong vòng 0,002 inch tròn và thẳng)
- Lỗ khoan được tráng men do sử dụng lâu dài và các vòng không còn ở đúng vị trí nữa
- Các vòng piston mới đang được lắp đặt mà không bị nhàm chán và lỗ khoan cần có một hình chữ thập mới để đột nhập vào vòng piston
- Bề mặt bị rỉ sét nhẹ hoặc rỗ ăn mòn nhẹ cần phải được làm sạch (mặc dù vết rỗ sâu cần phải khoan)
- Vật liệu lỗ khoan là gang hoặc nhôm tiêu chuẩn - không phải Nikasil hoặc chrome
Công việc tại xưởng máy chuyên nghiệp là bắt buộc khi:
- Lỗ khoan có hình tròn hoặc hình côn hơn 0,002 inch - cần phải khoan
- Xy lanh có vết hằn sâu do kẹt pít-tông - cần phải khoan hoặc thay thế
- Vật liệu lỗ khoan là Nikasil, composite gốm hoặc chrome - cần có dụng cụ kim cương chuyên dụng
- Khoảng hở giữa pít-tông và thành cần phải được thiết lập chính xác để chấp nhận các pít-tông quá khổ
- Xy lanh hai thì có cổng bị hư hỏng kéo dài vào bề mặt lỗ khoan
- Bất kỳ tình huống nào yêu cầu độ chính xác kích thước tốt hơn ± 0,001 inch
Giá của cửa hàng máy móc cho việc khoan và mài xi lanh xe máy thường dao động từ $40 đến $120 mỗi xi lanh tùy thuộc vào đường kính lỗ khoan, vật liệu và khu vực. Đối với một xi-lanh xe máy cần hiệu chỉnh hình học thực sự, đây là số tiền bỏ ra rất xứng đáng - việc cố gắng sửa một lỗ khoan bị cong vênh hoặc quá khổ bằng dụng cụ uốn cong trị giá 20 đô la từ một cửa hàng phụ tùng ô tô sẽ chỉ dẫn đến việc một xi-lanh vẫn cần đến cửa hàng máy móc, cộng với việc uốn cong bị lãng phí.
Nhẫn đột nhập sau khi mài xi lanh xe máy
Một xi-lanh xe máy được mài giũa đúng cách chỉ là bước khởi đầu. Quá trình tháo vòng xéc - vài giờ vận hành đầu tiên sau khi lắp ráp - xác định xem các vòng có phù hợp với lỗ khoan hay không và động cơ sẽ duy trì độ nén tốt và mức tiêu thụ dầu thấp trong bao lâu.
Trong quá trình đột phá, các điểm cao (đỉnh) của mẫu hình chữ thập dần dần mòn đi dưới áp lực của vòng, tạo ra một bề mặt bằng phẳng nơi các vòng nằm trên các đỉnh có đỉnh bằng phẳng với các thung lũng giữ dầu ở giữa chúng. Hiệu ứng mài giũa cao nguyên này xảy ra một cách tự nhiên trong quá trình gia công, nhưng nó đòi hỏi độ hoàn thiện bề mặt ban đầu phải chính xác - nếu Ra quá thô, quá trình gia công mất quá nhiều thời gian và vòng đệm bị mòn quá mức; nếu nó quá trơn, các vòng không thể tạo ra đủ ma sát để điều chỉnh phù hợp.
Giao thức đột nhập cho động cơ xe máy
- Khởi động động cơ và để động cơ đạt đến nhiệt độ vận hành - thường là 5 đến 10 phút ở các mức ga khác nhau, tránh chạy không tải liên tục.
- Tắt động cơ và để động cơ nguội hoàn toàn đến nhiệt độ phòng. Chu trình nhiệt này giúp cố định các vòng bằng cách cho phép lỗ khoan và pít-tông giãn nở và co lại, làm cho các bề mặt khớp với nhau.
- Lặp lại quy trình chu trình nhiệt hai đến ba lần trước chuyến đi đầu tiên.
- Trong 500 dặm đầu tiên, hãy thay đổi ga liên tục và tránh duy trì tốc độ vòng/phút cao — điều này giúp tránh hiện tượng các vòng phanh bị đóng kính khi ở tư thế ngồi một phần.
- Thay dầu động cơ ở quãng đường 500 dặm để loại bỏ các hạt kim loại được tạo ra trong quá trình vòng đệm.
- Tránh kéo ga nhẹ và tránh duy trì tốc độ vòng tua máy cao cho đến khi hoàn tất lần thay dầu đầu tiên. Cả hai thái cực đều ngăn cản việc ngồi vòng thích hợp.
Một xi-lanh xe máy được mài giũa tốt với các vòng đệm được lắp đúng cách sẽ hiển thị chỉ số nén ổn định trong khoảng cách 500–1000 dặm và sẽ duy trì các chỉ số đó trong suốt tuổi thọ của động cơ. Nếu chỉ số nén vẫn tăng hoặc thay đổi đáng kể sau 1000 dặm, đó là dấu hiệu cho thấy quá trình mài giũa hoặc đột nhập không lý tưởng.
 cho các bộ phận động cơ Yamaha")

")
")
 Xi lanh động cơ xe máy hiệu suất cao bằng nhôm Yamaha")
 của Yamaha")
 Phụ tùng động cơ xi lanh xe máy Yamaha")
 Xi lanh động cơ nhôm làm mát bằng nước của Yamaha")
